"Oltre ogni aspettativa": l'impilatore DirectDrive di Intralox
Caso di studioMountain Top Foods
Prodotti
Nastri a spirale
Settori
Carne e pollame

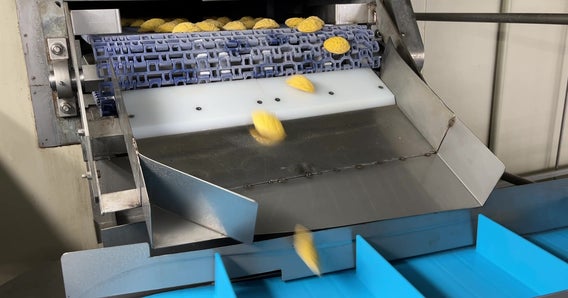
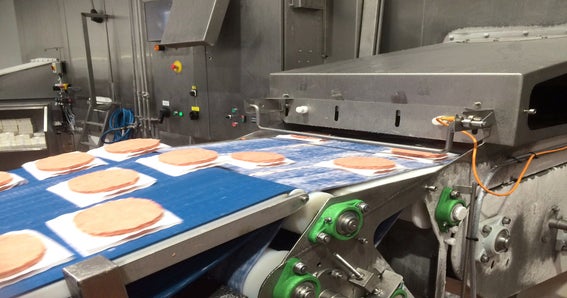
Mountain Top Foods produce prodotti surgelati pronti a base di carne ispirati alla cucina internazionale, per la distribuzione al dettaglio in tutto il Canada. Per affrontare la crescente richiesta di prodotti, l'azienda ha introdotto grandi innovazioni nel suo nuovo impianto di lavorazione nel 2015. Lo stabilimento precedente utilizzava un processo di congelamento dei lotti che limitava la potenziale produttività. Mountain Top era spesso costretta a continuare la lavorazione oltre l'orario standard, oppure a doversi accordare con impianti di terze parti, per riuscire ad evadere tutti gli ordini. Il processo di congelamento dei lotti generava anche una consistente perdita di prodotto (tra il 4% e il 4,5%), per via della perdita di umidità.
Per il suo nuovo stabilimento, Mountain Top necessitava di un'efficiente soluzione di congelamento capace di incrementare la velocità di trasporto e ridurre la perdita di prodotto. I responsabili dello stabilimento desideravano inoltre ridurre la manutenzione e semplificare le procedure di igienizzazione. Questa combinazione di fattori li ha portati a scegliere l'impilatore DirectDrive di Intralox. Estensione innovativa del sistema Intralox DirectDrive System (DDS), l'impilatore DirectDrive rappresenta una soluzione modulare in plastica leggera che combina i vantaggi in termini di igiene e spazio degli impilatori con quelli dell'esclusivo sistema operativo semplificato del DDS.
Da quando è stato installato nel giugno del 2016, l'impilatore DDS ha superato ogni aspettativa di Mountain Top. La portata di trasporto nello stabilimento è costantemente superiore alle aspettative (fino a 1874 lb/850 kg all'ora), senza dover andare oltre gli orari programmati o dover richiedere l'intervento di terze parti. Anche dal punto di vista igienico il nuovo sistema ha ottenuto performance migliori grazie alla manutenzione più semplice e meno frequente. Riducendo le perdite di umidità (rispetto al surgelatore precedente), l'azienda ha realizzato un risparmio annuo di quasi 200.000 CAD (circa 150.000 USD).